
One of the most frustrating failures in 3D printing is when a part looks visually perfect but snaps apart along the layer lines as soon as you apply pressure. Layer adhesion is the backbone of mechanical strength in FDM printing and if it is weak, the entire print becomes unreliable regardless of how good it looks.
Over the years of designing and producing functional 3D printed parts, especially for aquariums and terrariums, I learned that strong layer bonding is not just about choosing the right material. It is a combination of material properties, print settings, filament quality and printer maintenance.
So let’s explore how different plastics behave and how you can maximize layer adhesion to produce stronger, more reliable parts.
Which Materials Naturally Have the Best Layer Adhesion in 3D Printing?
Layer adhesion is not equal across all materials. Some plastics chemically and physically fuse better between layers, while others rely heavily on optimized printing settings.
Nylon (PA, Especially PA12) – The Benchmark for Layer Adhesion
Nylon is widely considered one of the best materials when it comes to interlayer strength in FDM printing. The molecular structure of nylon allows layers to fuse deeply together, which results in extremely strong and durable parts.

From a mechanical perspective, nylon behaves very differently compared to most consumer filaments. Instead of layers simply stacking on top of each other, nylon tends to create stronger internal bonding. This gives nylon excellent resistance to cracking along layer lines and superior impact strength.
However, despite these impressive properties, nylon is not always practical. In real-world use, it comes with several challenges:
- It absorbs moisture extremely quickly
- Printing consistency can be difficult to maintain
- Warping can be severe without controlled environments
- It is not ideal for aquarium applications due to water absorption and potential chemical concerns
Because of these limitations, nylon is often used in engineering environments but is less common for hobby and aquatic applications.
PLA and PETG – Strength Depends on Print Optimization
PLA and PETG are among the most widely used filaments, but they do not naturally provide the same interlayer bonding strength as nylon.
Their durability depends heavily on printing conditions and preparation. With properly optimized settings, both materials can produce strong and reliable parts, but they rely far more on printing technique, than nylon does.
Check out more detailed info about PLA and PETG filament in my previous articles.
Why PLA Can Sometimes Produce Better Layer Fusion Than PETG
From my own testing and production experience, PLA can sometimes produce stronger layer bonding than PETG when printed under similar conditions and there are technical reasons why this can happen.
PLA typically flows more easily when molten and has very low shrinkage during cooling. This allows each new layer to settle and fuse more consistently with the previous layer. PETG, while more flexible and impact resistant, can sometimes cool differently and may require more careful tuning to achieve optimal bonding. Results can vary depending on printer type, cooling performance and filament brand, but this behavior is commonly observed in real printing environments.
My Personal Experience with Layer Adhesion Failures
When I started printing functional aquarium products years ago, I struggled with prints that looked perfect but broke easily. At the time, I was using older generation printers with weaker cooling systems and inconsistent extrusion control.
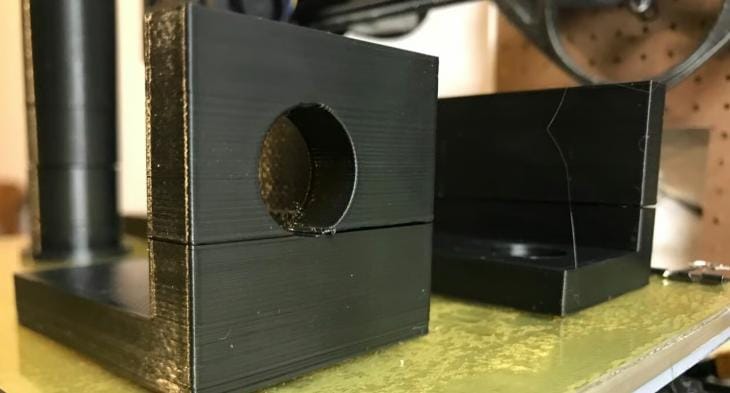
The biggest lesson I learned was that layer adhesion problems are often invisible during printing. A part may look flawless on the printer bed, but as soon as it is removed and tested under real stress, weaknesses become obvious.
I also noticed that many failures were not caused by the printer itself, but by small overlooked details, such as moisture in filament or partial nozzle clogs. Once these factors were controlled, the strength difference in printed parts became dramatic.
Modern high-speed printers have improved many of these issues, but layer adhesion still depends heavily on correct setup, material quality and handling.
How to Improve Layer Adhesion
There are several proven ways to significantly improve layer bonding across most materials.
Dry Your Filament
Moisture is one of the most common causes of weak layer adhesion and brittle prints. Wet filament can cause:
- Poor bonding between layers
- Uneven extrusion
- Rough surface texture
- Reduced mechanical strength
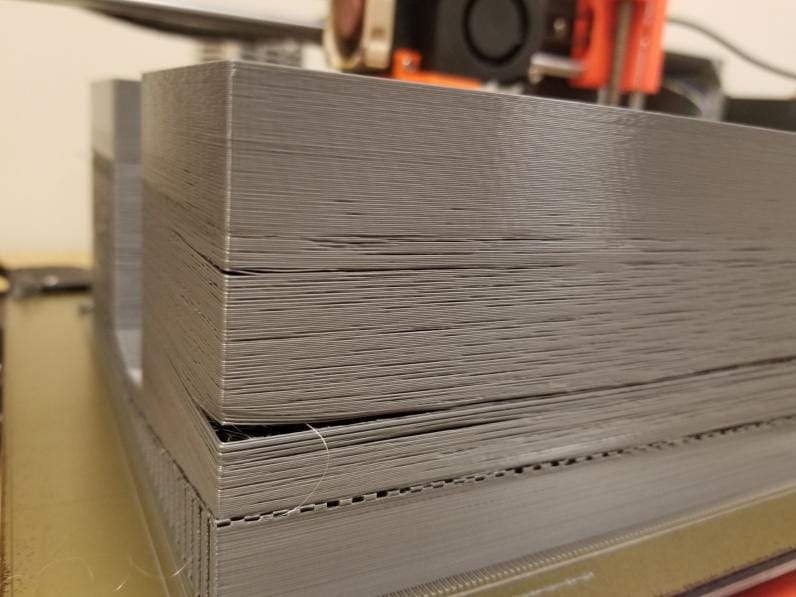
Materials like PETG and Nylon are notoriously hygroscopic, meaning they actively pull moisture from the air into their molecular structure. This isn’t just a surface-level issue: when “wet” filament enters a hotend, the trapped water undergoes a rapid phase change into steam. This creates internal micro-voids and “popping” that disrupt the extrusion flow.
In materials like Nylon, this triggers hydrolysis — a chemical reaction that actually breaks the polymer chains apart, permanently weakening the plastic. By actively drying your filament or maintaining a dry-box environment (ideally below 15% RH), you prevent this degradation. The result is a transformation from a brittle, honeycombed mess into a dense, high-performance part with superior layer adhesion and structural integrity.
Increase Printing Temperature
Printing temperature plays a major role in how well layers fuse together. Higher temperatures allow the newly extruded filament to melt deeper into the previous layer, creating stronger bonds between layers. However, temperature must be increased carefully. Excessive heat can cause:
- Stringing
- Reduced dimensional accuracy
- Possible nozzle clogging
The best approach is to increase temperature gradually, while monitoring print quality.
Reduce Print Speed
Slower printing allows each layer more time to properly bond with the previous one. High-speed printing can reduce bonding strength if temperature and extrusion are not adjusted accordingly. Slowing down prints is one of the simplest and most reliable ways to increase strength.
Increase Wall Count
Wall count often has a greater effect on strength than infill percentage. More walls create thicker outer structures, which significantly improves resistance to cracking and layer separation. For functional parts, increasing walls is often the most efficient way to improve durability without dramatically increasing print time.
Use High-Quality Filament
Filament quality varies significantly between manufacturers. Lower quality filaments often contain recycled materials or impurities, that weaken mechanical performance. These filaments may produce brittle prints even when printing settings are correct. Using consistent, high-quality filament is one of the most important factors in achieving reliable layer adhesion.
Watch for Partial Nozzle Clogs
Partial clogs can be difficult to detect because filament still extrudes and prints may appear normal. However, extrusion flow becomes inconsistent, which weakens bonding between layers. Signs of partial clogging include:
- Brittle prints
- Weak layer stacking
- Slight under-extrusion
- Rough or inconsistent extrusion lines
Regular nozzle maintenance helps prevent these hidden strength issues.
Adjust Cooling Carefully
Cooling affects how quickly filament solidifies after extrusion. Excessive cooling can prevent layers from properly fusing together. Reducing cooling fan speed slightly can improve bonding strength, especially when printing PETG or engineering materials. PLA tolerates cooling better, but still benefits from balanced airflow when strength is important.
Consider Print Orientation
FDM prints are naturally weakest between layers. Smart part orientation can significantly increase durability without changing print settings. Whenever possible, parts should be positioned in a way so mechanical forces act along the layer lines instead of separating them.
Final Thoughts
Layer adhesion is the foundation of strong 3D printed parts. While materials like nylon naturally provide superior interlayer bonding, they are not always practical for every application. PLA and PETG can produce strong functional prints, but only when printing conditions are optimized and materials are handled correctly.
From my experience producing functional aquarium products, most layer adhesion problems are not caused by the printer or material itself, but by small overlooked variables such as moisture, temperature, speed or filament quality. By controlling these factors, it is possible to dramatically improve the durability and reliability of 3D printed parts.
Having problems with the first layer adhesion? Check out this article for help. Also, drop a comment bellow about your experience with layer adhesion issues with your 3D prints – let’s share the experience and learn together!
- 3D Printing Layer Adhesion: Preventing Prints from Breaking Between Layers
- Is 3D Printing Food Safe? Here’s the Real Truth
- 3D Printed Reptile Hides Exposed: Crucial for Welfare or Just Terrarium Decor Hype?
- 3D Print Bed Adhesion — What Works Best To Avoid Failed 3D Print?
- Are Aquarium Caves Really Critical for Fish and Shrimp Health? Does 3D Print Decor make a Difference for your Aquatic Pets?